
- kodus
- >
- toode
- >
- Pudeli virna vorm
- >
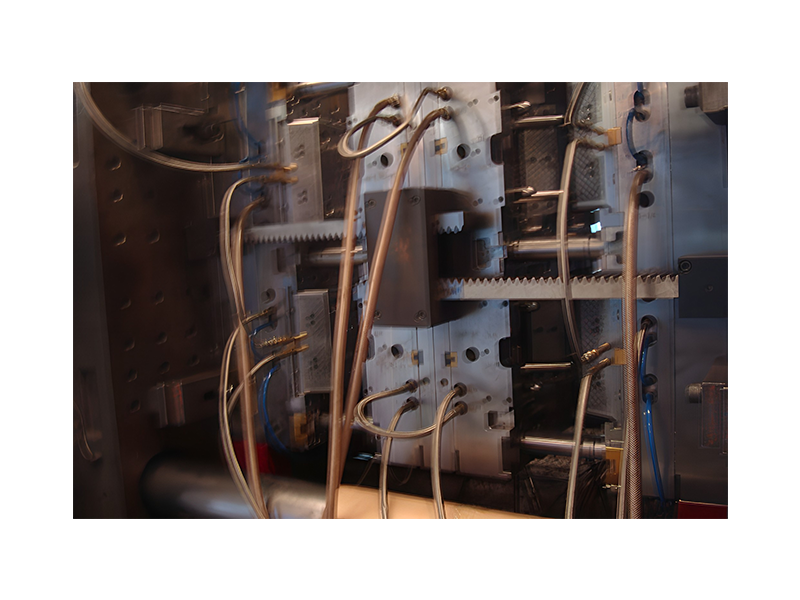
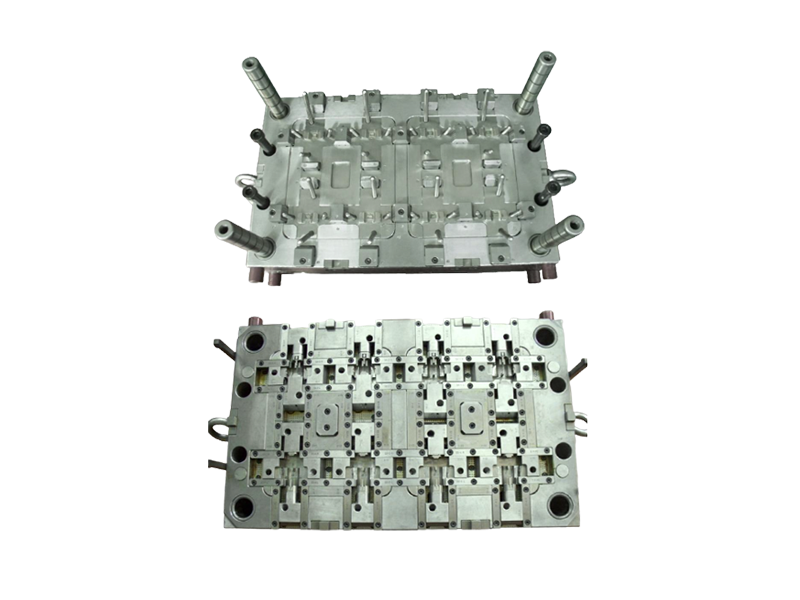
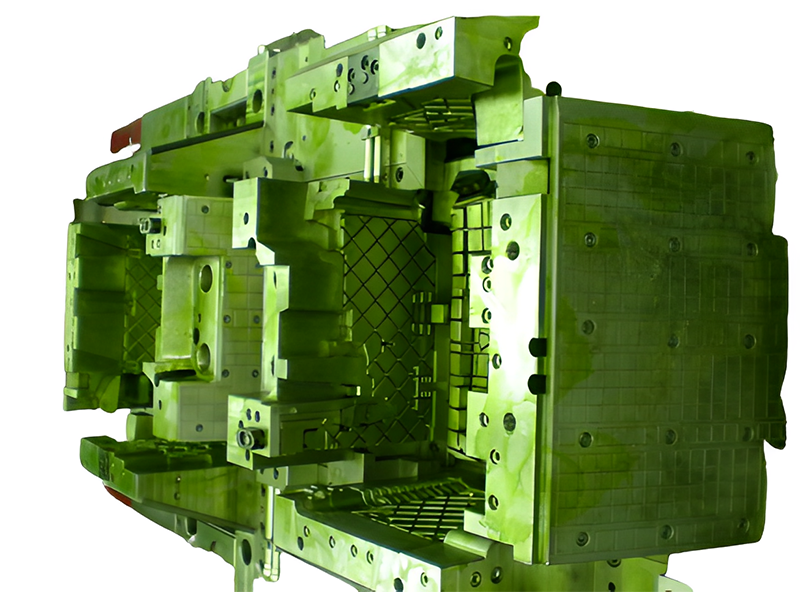

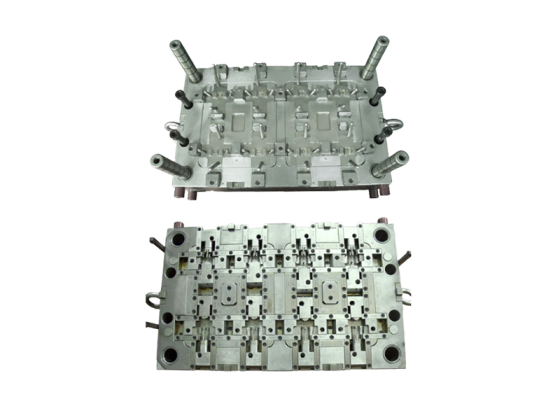
Pudeli virna vorm
Pudelivirna vorme kasutatakse tavaliselt sellistes tööstusharudes nagu joogi-, kosmeetika- ja majapidamistarbed, kus on vaja plastpudelite suuremahulist tootmist. Need on konstrueeritud nii, et need oleksid vastupidavad ja taluma survevaluprotsessiga kaasnevaid kõrgeid rõhku ja temperatuure.
- teave
Survevirnastamine sobib masstootmiseks.
Virnastamisvormide tehnoloogia:
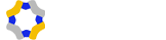
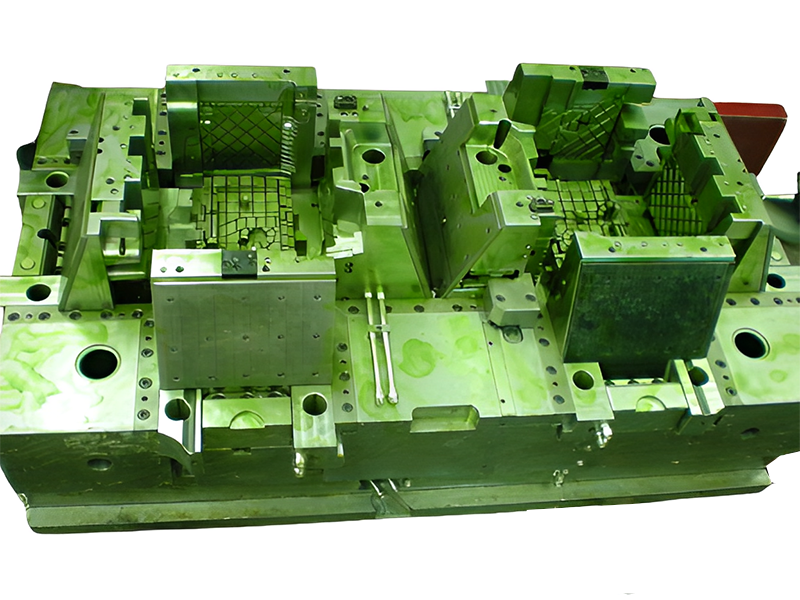
Virnavorm on tänapäevase plastvormitööstuse arendamise tipptehnoloogia ning õõnsus on jaotatud kahel või enamal tasandil, üksteise peale asetatuna. Lihtsamalt öeldes on lamineeritud vorm samaväärne mitme paari ühekihiliste vormide kokkupanekuga ja nende paigaldamisega survevalu tootmiseks mõeldud survevalu masinasse.
Tavaliselt, kui survevalumasin kasutab ühekihilist plastist survevaluvormi, kasutab selle enda sissepritse maht ja avamiskäik ainult 20–40% nimisurvevalu masinast, mis ei anna survevaluseadme jõudlust täielikult. , ja lamineeritud survevaluvormi saab kasutada kinnitusjõu mitte suurendamise alusel. Sama 1 süstimismasina ja 1 operaatori tingimustes saab toodangut korrutada vastavalt kihtide arvule, mis võib oluliselt parandada tootmise efektiivsust ja seadmete kasutusmäära ning säästa tootmiskulusid ja tööjõukulusid.
Rakenduse stsenaarium:
Varasemad kasutusstsenaariumid: autoosade vormides kasutatakse nüüd järk-järgult vorme, millel on palju õõnsusi, nagu igapäevased tarbekaubad, kosmeetikatooted ja meditsiinitooted.
Virnavormide klassifikatsioon:1) Tavaline lamineeritud vorm
Kahekihiline vorm
3-kihiline vorm
4-kihiline vorm
Kuni 10 korrust
2) Pöörake lamineeritud vormi
Kahekordsed küljed pöörlevad iga kord 180 kraadi
Kahekihiline 4 külge, kumbki 90 kraadise pöördega
3 kihti 2 külge (180 kraadi pöörde kohta) + 4 külge (90 kraadi pöörde kohta)
Virnavormi kujundamise kaalutlused:
1) Peadüüs ei saa pärast vormi avamist juhthülsist välja minna ning tähelepanu tuleks pöörata põhidüüsi pikkuse ja vormi avamise käigu mõistlikule seadistusele;
2) On vaja kontrollida survevalu masina maksimaalset avamiskäiku ja maksimaalset plastifikatsiooni kogust;
3) sissepritseseadme vormimiseelne efektiivsus peaks olema kõrge;
4) süstimiskiirust tuleks vastavalt suurendada;
5) kuuma jooksuri sulatise rõhu vabastamine; 6) Käsitlege õõnsuse paigutuse ja peamise otsiku vahelist seost.